The development of electric vehicles involves numerous changes in the homologation process for both the entire vehicle and its individual components. One of the key components of an electric vehicle is the battery system, and in this article, we aim to shed light on the homologation process for this component.
Currently, the applicable regulation for lithium-ion batteries is UN ECE R100.03, which is the third series of amendments that replaced the previous R100.02 series effective until September 2023. Homologations issued under R100.02 before September 1, 2023, will be honored in the European Union until September 2025, provided they are not extended to the R100.03 standard. The main difference between the older and newer versions of the regulation is the addition of thermal propagation testing, where manufacturers must demonstrate that adequate measures have been taken to minimize the risk to users of the vehicle equipped with the tested battery.
In homologation tests, the battery is subjected to extreme electrical and structural loads to verify its safety under extreme conditions. Regulation R100.03 does not explicitly require the battery to have safety systems. It is sufficient that the device does not catch fire, explode, leak electrolyte, smoke, or rupture during the tests. However, in practice, it can be confidently assumed that most tests would result in at least one of these dangerous phenomena without safety systems, making such systems essential.
The battery homologation process includes the following procedures:
- Voltage protection tests: These tests examine the battery’s behavior under extreme states of charge (SOC). For example, in the over-discharge resistance test, it is checked whether the battery has an automatic shutdown system when energy is drawn indefinitely, i.e., below 0% SOC. Over-discharge can irreversibly damage the cells, so a protection system against this situation is necessary. A similar procedure applies to overcharge resistance, i.e., above 100% SOC.
- Current protection tests: These tests involve subjecting the battery to extreme electrical loads and verifying the protection against excessive current draw. Additionally, in the external short-circuit test, the battery terminals are deliberately short-circuited to check its behavior. In practice, this means the battery must be equipped with a suitable fuse to quickly end the short-circuit.
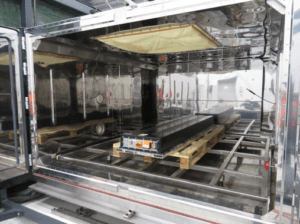
- High temperature protection tests: The battery is placed inside a climatic chamber that allows rapid temperature changes, simulating use in high-temperature environments. During the test, the battery is alternately charged and discharged, further raising its temperature. The test is considered positive if the battery automatically shuts down at the highest operating temperature declared by the manufacturer.

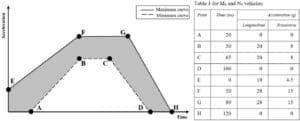
- Mechanical shock test: This involves accelerating the battery on a special test stand and then abruptly decelerating it with a load specified by regulation R100.03, with a maximum value of at least 20 g, simulating a frontal collision at about 80 km/h. The test is conducted in both longitudinal and transverse directions.

- Vibration resistance test: The battery is placed on a vibration table and subjected to a three-hour vibration cycle strictly defined by the regulation.
- Mechanical integrity test (crushing): This test is the ultimate assessment of the battery’s structural integrity and can result in damage to the device. It involves applying a crushing plate to the battery housing and exerting an extreme force of at least 100 kN, equivalent to the pressure of 10 tons. The test is conducted in both longitudinal and transverse directions, and after the test, it is crucial to check if electrical insulation was compromised due to potential damage to electrical wires.
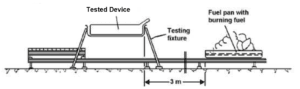
- Fire resistance test: The most extreme test involves placing the battery over a tank of burning gasoline. The battery must be exposed to open flames for 130 seconds, after which the exposure to flames ends, and the battery is observed until it cools to ambient temperature or for a minimum of three hours. A positive result is achieved if the battery does not explode during the test. The testing procedure is very specifically defined by regulation R100.03, including the construction of the test stand and environmental conditions. For example, the wind speed at the test space at the gasoline tank level must not exceed 2.5 km/h.
 In the third series of amendments to regulation R100, safety requirements for thermal propagation were introduced. Thermal runaway involves a single cell in the battery igniting due to physical damage or overheating. If the fire from one cell causes neighboring cells to ignite, thermal propagation occurs. This chain reaction can lead to the entire battery pack igniting. Regulation R100.03 now requires that the battery safety system issue a warning signal at least five minutes before any threat occurs in the passenger compartment of the vehicle. Practically, this means the battery must have a thermal runaway detection and notification system, and its design must delay thermal propagation for at least five minutes to allow users to safely exit the vehicle. These features are verified in a specific test inducing thermal runaway.
In the third series of amendments to regulation R100, safety requirements for thermal propagation were introduced. Thermal runaway involves a single cell in the battery igniting due to physical damage or overheating. If the fire from one cell causes neighboring cells to ignite, thermal propagation occurs. This chain reaction can lead to the entire battery pack igniting. Regulation R100.03 now requires that the battery safety system issue a warning signal at least five minutes before any threat occurs in the passenger compartment of the vehicle. Practically, this means the battery must have a thermal runaway detection and notification system, and its design must delay thermal propagation for at least five minutes to allow users to safely exit the vehicle. These features are verified in a specific test inducing thermal runaway.
Upon successfully passing all the rigorous tests and obtaining partial homologation for the battery, the manufacturer has the right to mark the component with the homologation number. Finally, the component can be used in a vehicle, and the partial homologation becomes part of the whole-vehicle homologation documentation. The homologation mark indicates that the battery’s safe and proper functioning has been verified under extreme conditions, ensuring a high level of functional safety for electric vehicle users. Such stringent procedures make modern electric vehicles safe, with their batteries being resistant to demanding operating conditions, failures, and damage.
At Ennovation Technology, we have homologated our batteries for all types of passenger and commercial vehicles (M1, M2, M3, N1, N2, N3). These batteries can be connected in series and parallel, creating a modular battery system with parameters that can be tailored to specific applications. As a manufacturer of lithium-ion batteries, we can design a project from scratch and then handle the homologation process—some of the tests are conducted in-house, which helps reduce costs and shorten the project timeline.